








Makina sa Tubo nga Asero nga ERW273x12.7; ZTFIV; ZTZG
Deskripsyon
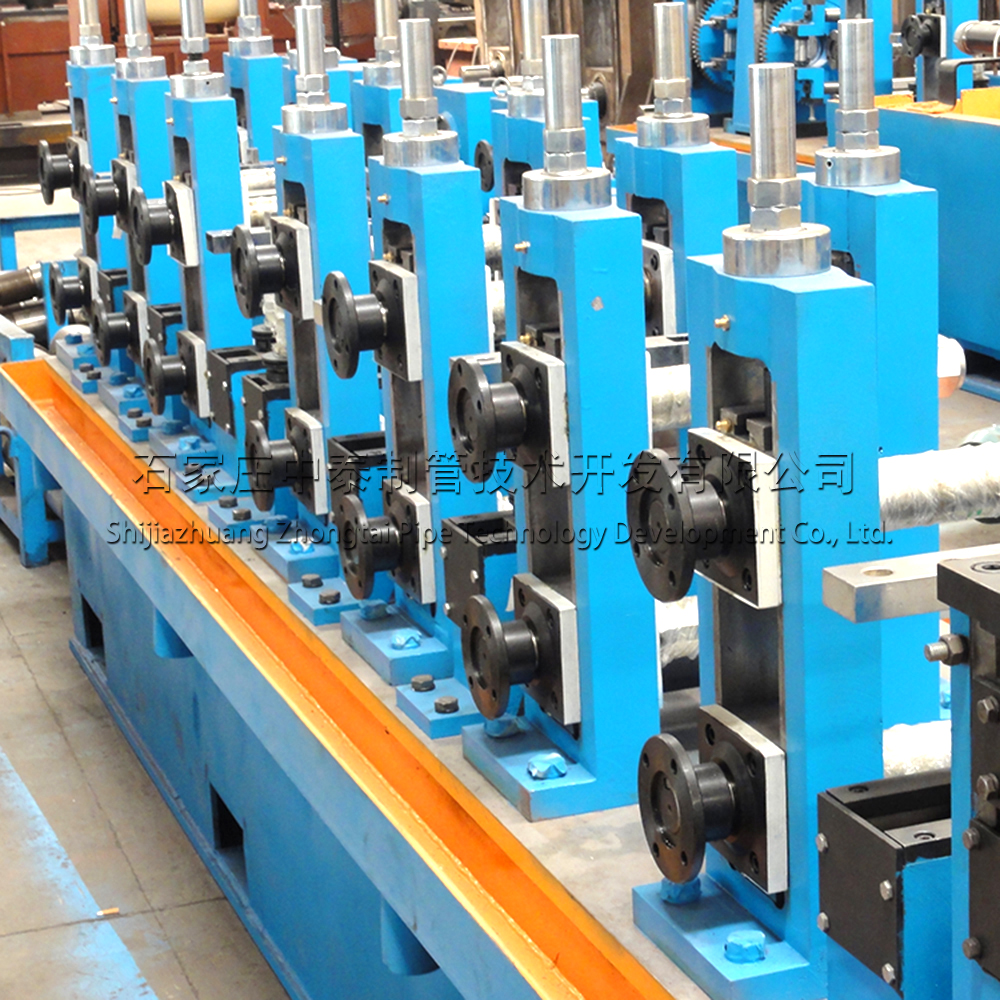
Ang ERW tube mill gitawag usab nga high-frequency longitudinal welded pipe production line. Ang mga angay nga materyales mao ang hot-rolled o cold-rolled strip coils sama sa plain carbon steel ug high-strength steel, ug uban pa.
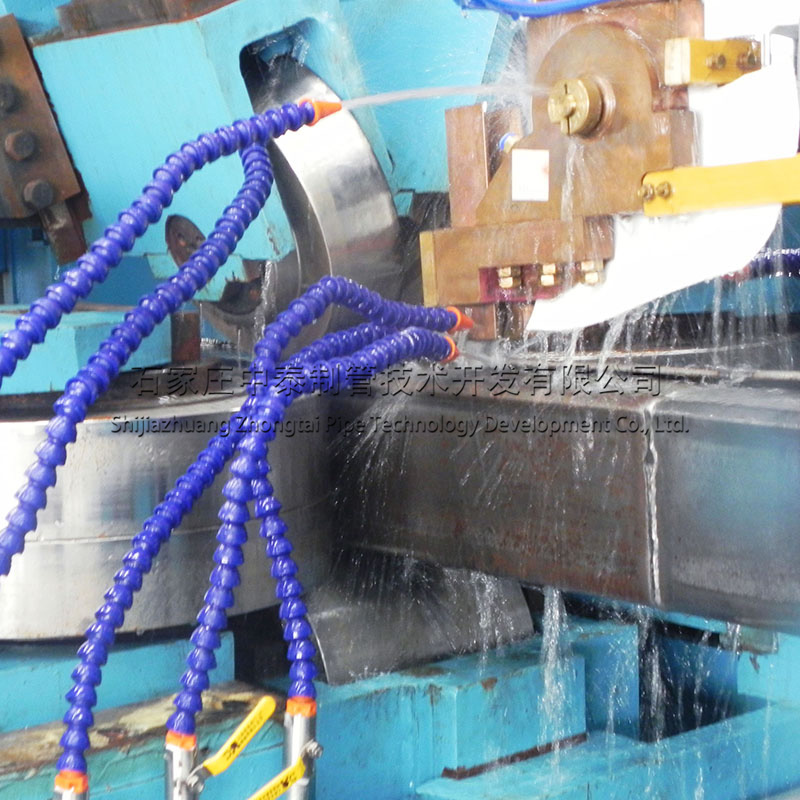
Ang strip steel gibuklad sa uncoiler, ug dayon mosulod sa accumulator storage human moagi sa shear butt welding machine. Ang strip steel gi-extrude gamit ang mga roller ug gibahin sa duha ka bahin: break-down section ug fine pass section. Human sa high-frequency induction welding ug sizing part, gipagawas ang gikinahanglan nga gitas-on sa tubo, giputol gamit ang flying saw, ug sa katapusan gi-stack ug gi-pack ang steel pipe. Kini nga production line usa ka komprehensibo ug kompleto nga production line para sa padayon nga pag-welding sa mga steel strips ngadto sa mga tubo,kasagaran gilangkoban sa uncoiler, tig-welding sa gunting ug tumoy, akumulator, makina sa pagporma ug pagsukod, HF welder, nagalupad nga lagari, makina sa pagpatong ug pagputos.
Kon adunay espesyal nga mga katuyoan o kinahanglanon para sa mga tubo nga asero, gikinahanglan ang pagdugang og mga kagamitan sa pagsulay, sama sa hydraulic testing machine, intermediate frequency annealing machine, ultrasonic flaw detection machine, ug uban pa.

Ang linya sa produksiyon sa high-frequency welded pipe kasagarang gigamit alang sa padayon nga produksiyon sa tul-id nga seam welded pipe. Nagsagop kini og high-frequency induction welding, nga dili lamang makahimo og lingin nga tubo apan makahimo usab og katugbang nga kwadrado nga tubo ug espesyal nga porma sa mga tubo. Ang high-frequency pipe welding machine kasagarang gigamit alang sa produksiyon sa lain-laing mga tubo nga puthaw, mga tubo sa konstruksyon, mga tubo sa istruktura, mga tubo sa tubig, mga tubo sa lana, mga tubo sa API, ug uban pa.
Tteknikal nga pag-agos
Pag-scroll pataas→Pag-uncoil→Paggunting ug Pagwelding→Spiral nga akumulator→Pagporma→HF induction welding→Pagtangtang sa gawas nga burr→Pagpabugnaw→Pagsukod→Naglupad nga lagari→Lamesa sa pagdagan→Pag-inspeksyon→Pagputos→Bodega
Fproseso sa pagtukod
| Lingin nga tubo | Proseso sa pagporma sa bugnaw nga roll | Maayo nga disenyo sa roller |
| Proseso sa pagporma sa ZTF | Makadaginot og labing menos 60% nga gasto sa roller gamit ang electric control adjustment Basaha ang Dugang Pa | |
| Kwadrado ug rektanggulo nga tubo | Kinatibuk-ang proseso sa round-to-square | Lig-on nga proseso sa pagporma |
| Lingin-to-kwadrado nga may ulo sa mga Turko | Maayong kalidad sa tubo | |
| Proseso sa direkta ngakwadradoto-kwadrado(DSS) | OAng usa ka set sa roller makahimo sa tanang tubo nga adunay electric control ug automatic adjustment Basaha ang Dugang Pa |
Batakang Teknikal nga Impormasyon sa Welded Pipe Production Line
| Produkto ug Abot | Lingin nga Tubo | 114mm-273mm Gibag-on:3.0mm-10.0mm |
| Kuwadrado ug Rectangle nga Tubo | 90mm×90mm -210mm×210mm Gibag-on:3.0mm-8.0mm | |
| Gitas-on | 6m-12m Gitas-on nga Pagtugot: ±3mm | |
| Katulin sa Produksyon | 20-45m/min | |
| Kapasidad sa Produksyon | 40,000 tonelada/tuig | |
| Konsumo | Kapasidad sa Na-install nga Mill | 350 kw |
| Linya sa Lugar | 120m(gitas-on) ×10m (gilapdon) | |
| Trabahante | 6-8 ka trabahante | |
| Hilaw nga Materyal | Materyal | Carbon steel coil Q235B (ASTM GR)·D,σ(s 230) |
| Lapad | 280mm-690mm nga gibag-on:2.0mm-8.0mm | |
| ID sa Coil | 570-640mm | |
| Coil OD | Max1800mm | |
| Timbang sa Coil | 15.0t |
Bentaha
Mga bentaha sa kagamitan:
Sa paghimo og lingin nga tubo, magamit niini ang teknik sa pagporma sa ZTF
Sa paghimo og kuwadrado ug rektanggulo nga tubo, magamit niini ang teknik nga direktang kuwadrado-kuwadrado (DSS).
Mga Produkto: mga tubo sa istruktura sa arkitektura, mga tubo sa likido nga ubos ang presyur, mga tubo sa belt sa transmisyon sa karbon, mga tubo sa drive shaft, mga tubo sa guardrail, mga tubo sa footing sa tore, tubo sa asero nga beam sa awto ug uban pang mga produkto.
Dugang nga mga Produkto



| Linya sa ERW Tube Mill | |||||
| Modelo | Rlingin nga tubo mm | Kwadradotubo mm | Gibag-on mm | Katulin sa pagtrabaho m/min | |
| ERW20 | F8-F20 | 6x6-15×15 | 0.3-1.5 | 120 | Basaha ang Dugang Pa |
| ERW32 | F10-F32 | 10×10-25×25 | 0.5-2.0 | 120 | |
| ERW50 | F20-F50 | 15×15-40×40 | 0.8-3.0 | 120 | |
| ERW76 | F32-F76 | 25×25-60×60 | 1.2-4.0 | 120 | |
| ERW89 | Ф42-Ф89 | 35×35-70×70 | 1.5-4.5 | 110 | |
| ERW114 | Ф48-Ф114 | 40×40-90×90 | 1.5-4.5 | 65 | |
| ERW140 | F60-F140 | 50×50-110×110 | 2.0-5.0 | 60 | |
| ERW165 | Ф76-Ф165 | 60×60-130×130 | 2.0-6.0 | 50 | |
| ERW219 | F89-F219 | 70×70-170×170 | 2.0-8.0 | 50 | |
| ERW273 | Ф114-Ф273 | 90×90-210×210 | 3.0-10.0 | 45 | |
| ERW325 | Ф140-Ф325 | 110×110-250×250 | 4.0-12.7 | 40 | |
| ERW377 | Ф165-Ф377 | 130×130-280×280 | 4.0-14.0 | 35 | |
| ERW406 | Ф219-Ф406 | 170×170-330×330 | 6.0-16.0 | 30 | |
| ERW508 | Ф273-Ф508 | 210×210-400×400 | 6.0-18.0 | 25 | Basaha ang Dugang Pa |
| ERW660 | Ф325-Ф660 | 250×250-500×500 | 6.0-20.0 | 20 | Basaha ang Dugang Pa |
| ERW720 | Ф355-Ф720 | 300×300-600×600 | 6.0-22.0 | 20 | Basaha ang Dugang Pa |
| Linya sa Produksyon sa Tubo nga Stainless Steel | |||||
| Modelo | Rlingin nga tubo mm | Kwadradotubo mm | Gibag-on mm | Katulin sa pagtrabaho m/min | |
| SS25 | Ф6-Ф25 | 5×5-20×20 | 0.2-0.8 | 10 | Basaha ang Dugang Pa |
| SS32 | Ф6-Ф32 | 5×5-25×25 | 0.2-1.0 | 10 | Basaha ang Dugang Pa |
| SS51 | Ф9-Ф51 | 7×7-40×40 | 0.2-1.5 | 10 | Basaha ang Dugang Pa |
| SS64 | Ф12-Ф64 | 10×10-50×50 | 0.3-2.0 | 10 | Basaha ang Dugang Pa |
| SS76 | Ф25-Ф76 | 20×20-60×60 | 0.3-2.0 | 10 | Basaha ang Dugang Pa |
| SS114 | Ф38-Ф114 | 30×30-90×90 | 0.4-2.5 | 10 | Basaha ang Dugang Pa |
| SS168 | Ф76-Ф168 | 60×60-130×130 | 1.0-3.5 | 10 | Basaha ang Dugang Pa |
| SS219 | Ф114-Ф219 | 90×90-170×170 | 1.0-4.0 | 10 | Basaha ang Dugang Pa |
| SS325 | Ф219-Ф325 | 170×170-250×250 | 2.0-8.0 | 3 | Basaha ang Dugang Pa |
| SS426 | Ф219-Ф426 | 170×170-330×330 | 3.0-10.0 | 3 | Basaha ang Dugang Pa |
| SS508 | Ф273-Ф508 | 210×210-400×400 | 4.0-12.0 | 3 | Basaha ang Dugang Pa |
| SS862 | Ф508-Ф862 | 400×400-600×600 | 6.0-16.0 | 2 | Basaha ang Dugang Pa |
Ibilin ang Imong Mensahe
May KalabutanMGA PRODUKTO
-

φ219×10 nga Pipa sa Transportasyon sa Lana ug Gas (API)...
-

Transportasyon sa Lana ug Gas Φ720×20 nga Galingan sa Tubo...
-

Tube Millφ720×22 Transportasyon sa Lana ug Gas ...
-

Tube Mill φ165×8 Transportasyon sa Lana ug Gas ...
-

Mga kagamitan sa tubo sa lana ug gas
-

Transportasyon sa Lana ug Gas Φ406×16 nga Galingan sa Tubo...






