






Pag-uswag ug mga pangunang bahin sa teknolohiya sa paghulma sa FFX
(1) Ang makinang pangporma sa FFX makahimo og mga welded nga tubo nga mas taas og grado sa asero, mas nipis ug mas baga nga mga bungbong. Tungod kay ang pagkausab sa porma sa FFXmakina sa paghimo og erw pipeAng teknolohiya sa pagporma nag-una nga gibase sa pinahigda nga mga rolyo, ug ang mga bertikal nga rolyo sa post-rough nga yugto sa pagporma dili kinahanglan nga mogamit sa mga sulod nga rolyo aron makontrol ang deformation, ang istruktura sa kagamitan adunay mga kinaiya sa parehas nga kahumok ug pagkagahi, ug dali nga makab-ot ang taas nga kusog ug taas nga pagkagahi ug makapalig-on sa Paghimo og taas nga kalidad nga mga welded nga tubo nga labaw sa 219 mm, D/t = 10 ~ 100, ug grado sa asero hangtod sa P110.


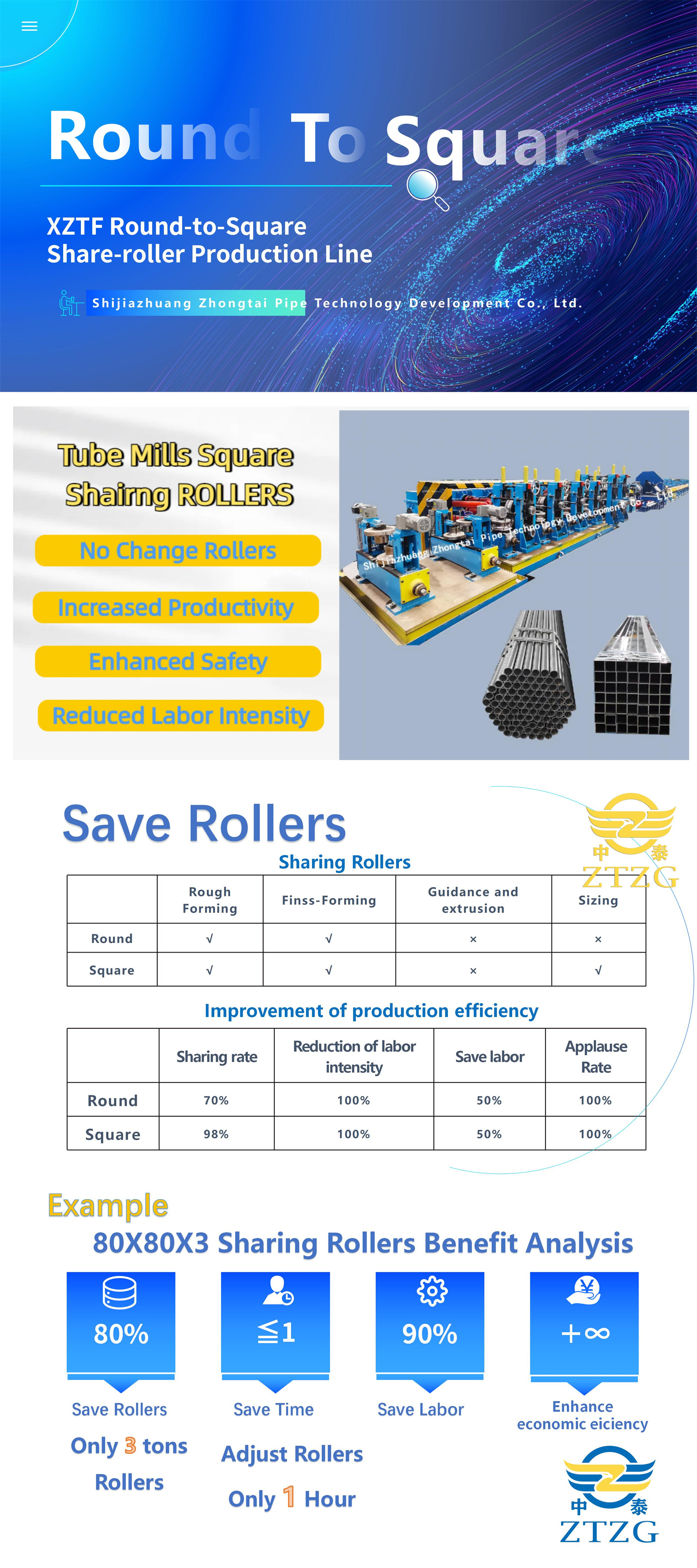
(2) Mga pinahigda nga rolyo ug pinatindog nga mga rolyo sa seksyon sa pagporma sa FFX sa usa kamakina sa paghimo og tubohingpit nga gipaambit. Sa teknolohiya sa pagporma sa FFX, ang involute roll shape ug roll-to-roll bending nga pamaagi organikong gihiusa, aron ang pinahigda nga mga rolyo ug bertikal nga mga rolyo hingpit nga mapaambit. Pananglitan, ang ikatulo nga henerasyon nga ZTF roll pipe forming section sa usa kagalingan sa tubo, nga gihimo sa ZTZG, kinahanglan lang nga ipaambit ang usa ka hugpong sa mga rolyo para sa rough forming. Kini makapakunhod sa gasto sa mga rolyo ug makapasayon sa paggamit ug pagdumala sa mga rolyo.
(3) Ang distribusyon sa deformation makatarunganon, ug ang proseso sa paghulma lig-on. Sa bagis nga yugto sa pagporma sa usa kagalingan sa tubo, ang pamaagi sa dako nga deformation nag-una nga nagsagop sa pinahigda nga mga roller, aron ang kurbada sa kilid sa bukas nga tubo duol sa nahuman nga welded pipe, ug ang deformation sa pino nga pagporma gamay. Kini nga makatarunganon nga pag-apod-apod sa deformation naghimo sa pagporma nga lig-on ug nakabuntog sa mga disbentaha sa row roll forming. Ang tinago nga peligro sa mga depekto sa welded pipe gipahinabo sa dili makatarunganon nga pag-apod-apod sa deformation sa mas daanmga galingan sa tubo.
(4) Ang padayon nga pamaagi sa pagporma sa pagliko, nga gigamit sa usa kagalingan sa tubo, gigamit aron makamugna sa labing maayong mga kondisyon para sa high-frequency welding. Ang teknolohiya sa pagporma sa FFX, sama sa gipatuman sa usa kamakina sa paghimo og tubo, nagsagop sa padayon nga pamaagi sa pagporma sa pagliko ug hingpit nga gigamit ang tagsatagsa ka kinaiya sa pagporma sa pinahigda nga mga rolyo ug bertikal nga mga rolyo. Gisiguro niini nga walay patay nga sona sa deformation sa seksyon sa strip, ug labi ka hinungdanon, epektibo niini nga mabuntog ang deformation nga gipahinabo sa mga pagbag-o sa gibag-on ug kusog sa strip. Ang pagminus sa elastic recovery nagpalambo sa katukma ug kalig-on sa paghulma sulod sagalingan sa tuboHuman sa baga nga pagporma sagalingan sa tubo, ang ngilit sa strip steel hingpit nga na-deform sa plastik, ug ang kurbada sa ngilit sa bukas nga tubo hapit kaayo sa nahuman nga tubo. Ang deformasyon atol sa pino nga pagporma gamay ra, nga nagsiguro nga ang porma sa bukas nga tubo human sa bagis nga pagporma mapreserbar, nga nagmugna sa labing maayo nga mga kondisyon alang sa high-frequency welding sulod sagalingan sa tubo.
(5) Mopauswag sa kalidad sa gi-welding nga tubo nga gihimo sa usa kagalingan sa tuboKon itandi sa tradisyonal nga teknolohiya sa roll forming, ang teknolohiya sa pagporma sa FFX, nga gipatuman sa usa kamakina sa paghimo og tubo, nagpauswag usab sa kalidad sa gi-welding nga tubo sa mosunod nga duha ka aspeto: Una, human sa magaspang nga pagporma sulod sa galingan sa tubo, tungod kay ang kurbada sa ngilit sa bukas nga tubo duol ra kaayo sa nahuman nga lawas sa tubo, ang dili pag-align gikan sa mga extrusion roller atol sa yugto sa pagtapos maminusan, bisan alang sa mga tubo nga taas og kusog ug baga og bungbong nga gi-welding. Human sa pino nga pagkaporma sulod sagalingan sa tubo, ang duha ka kilid sa strip edge kay parallel (dili positibo nga V-shape o inverted V-shape) butt joints. Parehas nga mga burr ang naporma sa sulod ug gawas nga mga nawong sa welded pipe, nga makatabang sa burr scraping. Sa samang higayon, mas dako nga V-shaped welding angle ang magamit sa atubangan sa high-frequency welding machine, nga epektibong makapugong sa mga depekto sa welding sama sa mga gray spots. Ikaduha, tungod sa padayon nga pamaagi sa pagporma sa flange nga gigamit sagalingan sa tuboug ang talagsaon nga disenyo sa roll pass, ang bisan unsang bahin sa strip steel section moagi lamang sa labing taas nga usa ka deformation atol sa rough forming stage. Ang deformation transition maayo nga konektado, nga nagpugong sa bisan unsang usa ka lugar nga balik-balik nga ma-deform, ug busa, gipamenos ang lokal nga pagnipis tungod sa roll pressure. Busa, ang deformation parehas, ang internal stress ubos, ug ang kinatibuk-ang internal nga kalidad sa welded pipe nga gihimo sagalingan sa tubogipauswag.
Sa laktod nga pagkasulti, ang among teknolohiya sa pagporma og tubo nga ZTF-IV ERW, nga gipatuman sulod sa usa kagalingan sa tubo, naghiusa sa daghang mga bentaha sa tradisyonal nga roll forming ug flower roll forming nga mga pamaagi, nga nagpakita sa usa ka hinungdanon nga pag-uswag. Ang ZTZG naghimo og daghang mga linya sa produksiyon sa ZTF welded pipe alang sa lainlaing mga negosyo. Lakip niini, ang Tangshan Wenfeng Qiyuan Steel nagdisenyo ug naghimo sa ikaupat nga henerasyon nga linya sa produksiyon sa FFX automatic forming sulod sa ilanggalingan sa tubo, nga naglakip sa pagkontrol sa kompyuter, nga nagpasabot nga ang mga inobatibong konsepto sa ZTZG nakasulod na sa bag-ong yugto. Ang among teknolohiya sa ZTF(FFX) Flexible Forming, nga gigamit samga makina sa paghimo og tubo, magpadayon sa pag-uswag ug pag-uswag pinaagi sa padayon nga paggamit sulod sagalingan sa tubopalibot.
Oras sa pag-post: Pebrero 04, 2023






